首页
>>
综合信息
>>
综合信息
>>
查看详情
MES生产调度功能设计和实现(5)
2023-03-14 09:10:22
导读
在MES任务“生产调度”中一个重要的功能设计就是
“排产分析”
,通过对排产结果的分析,计划员能够对自动排产结果进行微调。
文章来源
作者:MPDV中国曹海勇博士原创。曹海勇,同济大学工学博士,中国首批中德合作培养研究生。毕业后加入西门子德国,参与西门子德国安倍格工厂MES项目,2011年协助MPDV总部进入中国市场。深耕MES领域20余年,有着丰富的行业经验,拜访全球超过900家不同行业的制造企业,非常熟悉不同企业的最佳生产管理实践。
排产分析
计划员往往根据现实的生产要求和生产环境选择不同的排产策略,显而易见会得到不同的排产结果,这是因为不同的排产策略会排列出不同的待排产工单顺序(请参阅前文的“优先级规则”)以及选择不同的设备与时间段(请参阅前文的“产能选择”)。在很多情况下,不可能满足所有工单的最优排产,往往有可能安排某个工单在某台设备上生产既能保证交付期又能保证生产效率,但很有可能损害其他工单的交付期或损失设备的换线效率。
在MES任务“生产调度”中一个重要的功能设计就是“排产分析”,通过对排产结果的分析,计划员能够对自动排产结果进行微调。计划员需要了解所选的排产策略能不能保证交付期、会不会导致资源冲突、设备的负载是否均衡,富余产能在哪,如果有紧急插单应该安排在哪儿对现有的生产计划影响最小?
01 / 产能分析
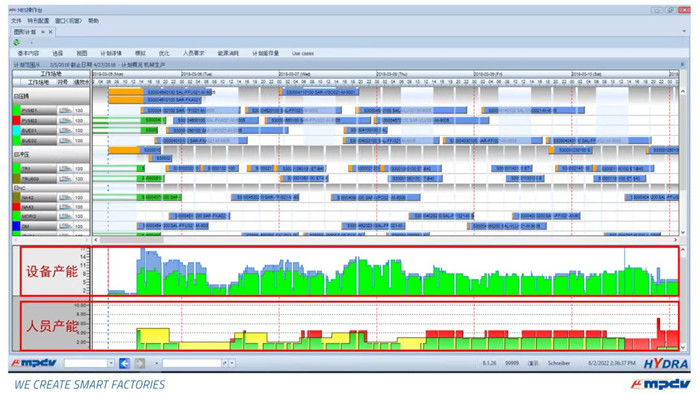
图12:产能可用性
如图12所示的排产结果,在计划的时间范围内,设备有足够的产能完成加工任务,但是工人数量不足(图中直方图红色表示不足,黄色表示有富余,绿色表示工单所需的人员数量)。
图13的上半部分显示了设备负载的均衡性。从中可以看到这组设备负载不是很均衡。比如设备33022的负载达到95%,属于过载,一般情况下设备的负载不应该超过80%,留一些余地以备不时之需。而设备33021和33025几乎没有生产任务。一种调整思路是,如果交期允许且设备33023能够生产安排在设备33021和33022的工单,完全可以将部分负载移到33023设备上。最终只需开3台设备,且负载比较均衡,而可以节省33021设备的设置工作。
图13:设备负载均衡和富余产能
图13的下半部分显示了机加工设备组在未来5天的产能富余情况,这就给计划员有空间安排更多的生产任务。此外,如果有紧急插单,计划员能够很快确定在哪一天安排在哪台设备上比较合适。
02 / 冲突分析
车间内的制造资源是有限的,排产是一个在有限资源的约束下得到一个妥协的结果。在不同的生产环境下,排产的约束条件等等不一,而且权重也不尽相同。即使仅考虑满足ERP给定的最晚结束时间,就有可能发现设备产能不够。即使设备可用,还有可能配套的工装夹具不够用。尽管设备和工装夹具都能保证生产,此时计划员还希望能够按照预定义的优化策略进行排产,比如换线成本最低,那就有可能导致时间违背等各种一系列的冲突。因此,几乎大部分的排产结果是“顾头不顾尾”。计划员需要了解当前排产结果中产生了哪些冲突,才能针对性进行干预,逐步寻找更优的结果。
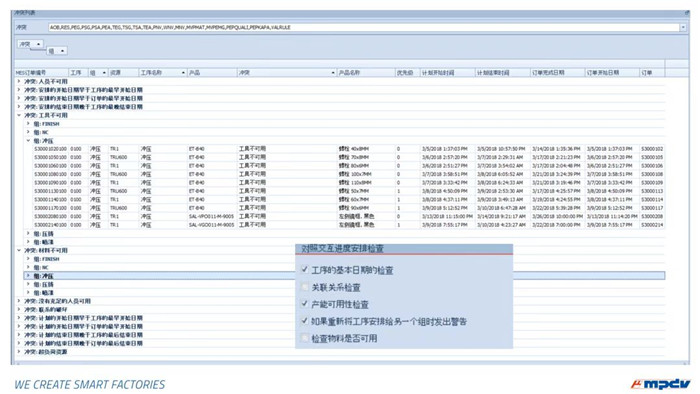
图14:冲突分析
系统在自动排产时会根据设置检查各项冲突:
检查工序的开始与结束日期与ERP要求的基本开始与结束日期
检查有关联工序的关系,比如装配的开始不能早于注塑的结束
检查设备产能是否超载
检查工装夹具是否足够
检查是否有足够的人员
检查人员资质
检查物料可用性
如图14所示,在排产时间范围内有10个冲压工单产生了资源冲突,其中6个工单是因为模具TR1的问题。此时,计划员要决定是否将这6个工单往后延。如果一段时间下来,模具TR1一直是瓶颈,那就需要考虑是否增加模具TR1。至于需要增加几套,还需要进一步衡量因为TR1不够导致交期延迟的损失是多少。
排产优化
01 / 指标
正如前面所描述,排产策略需要因地制宜,没有“既要马儿跑得快又让马儿不吃草”的所谓的面面俱到的排产方案。计划员只有通过分析排产结果才能验证所选的排产策略是否合适,并进行针对性的优化。此时,需要通过KPI来评估排产结果。常用的排产KPI包括:
全部产能,表示在计划范围内设备上可以安排的生产时间,取决于设备类型、工作日历和可同时作业的工单量。
占用产能,表示在计划范围内工单被安排在设备上的占用时间
设备费用,以设备标准费率来计算设备的使用费用
空闲时间,表示计划范围内设备上无工单的工作时间
空闲费用,以设备标准费率来计算设备的空闲费用
工序延迟,所有工序的延迟时间之和
换线成本,所有工序的静态、动态换线时间之后
换线率,换线成本与占用产能之比
劳动力时间,所有工序的单位劳动力需要乘以工序加工时间
劳动力费用,以工人标准费率计算劳动力费用
工单延迟,所有工单延迟时间之和
工单提前,所有工单提前时间之和
等待时间,各工单的工序之间的过渡时间之后
工单周期,各个工单的第一个工序开始时间到最后一个工序结束时间之间的时间之和
02 / 优化
目前有两种方式进行自动优化,即遗传算法和人工智能。利用遗传算法做排产优化是人工智能应用之前业内比较普遍的做法。系统根据定义的参数(遗传因子)进行多轮迭代(变异)。每次运行时,参数是随机变异的。每次运行后计算出KPI,优化完成后最终选择有最佳KPI的排产结果。
优化第一步是定义优化的目标,
这是基于排产指标进行加权。如图15左上,优化目标是“最后期限/工单周期”,选择工单延迟、等待时间和工单周期三个指标,并且给工单延迟加权50%,工单周期加权30%,等待时间加权20%。
第二步是定义遗传因子的变化范围和变化次数,
以确定每次迭代时遗传因子的随机变化量。如图15右上,选择3个参数,每个参数的迭代量是5。以处理时间为例,其权重为30,变量为20,则随机变化范围24 ~ 44。
图15:优化指标和遗传因子
第三步是根据定义的频率(每个参数的迭代次数)对每个参数进行单独计划。
在这种情况下,遗传因子在指定的变化范围内随机变化。分配的原则与简单、自动分配的原则相同。由计划员定义的KPI(见上文)在每个计划结束时被识别和保存(如图15下)。
人工智能是利用机器深度学习全方面考虑排产指标获得最优方案,以后专门开一篇讲座进行讨论。
来源:数字化企业
广东省船舶工业协会
粤ICP备20066764号
电话:020-81369703 地址:广州市海珠区革新路138号201
首页
一键拨号
联系我们
我的